

Apresentação do produto Moldes i+seal
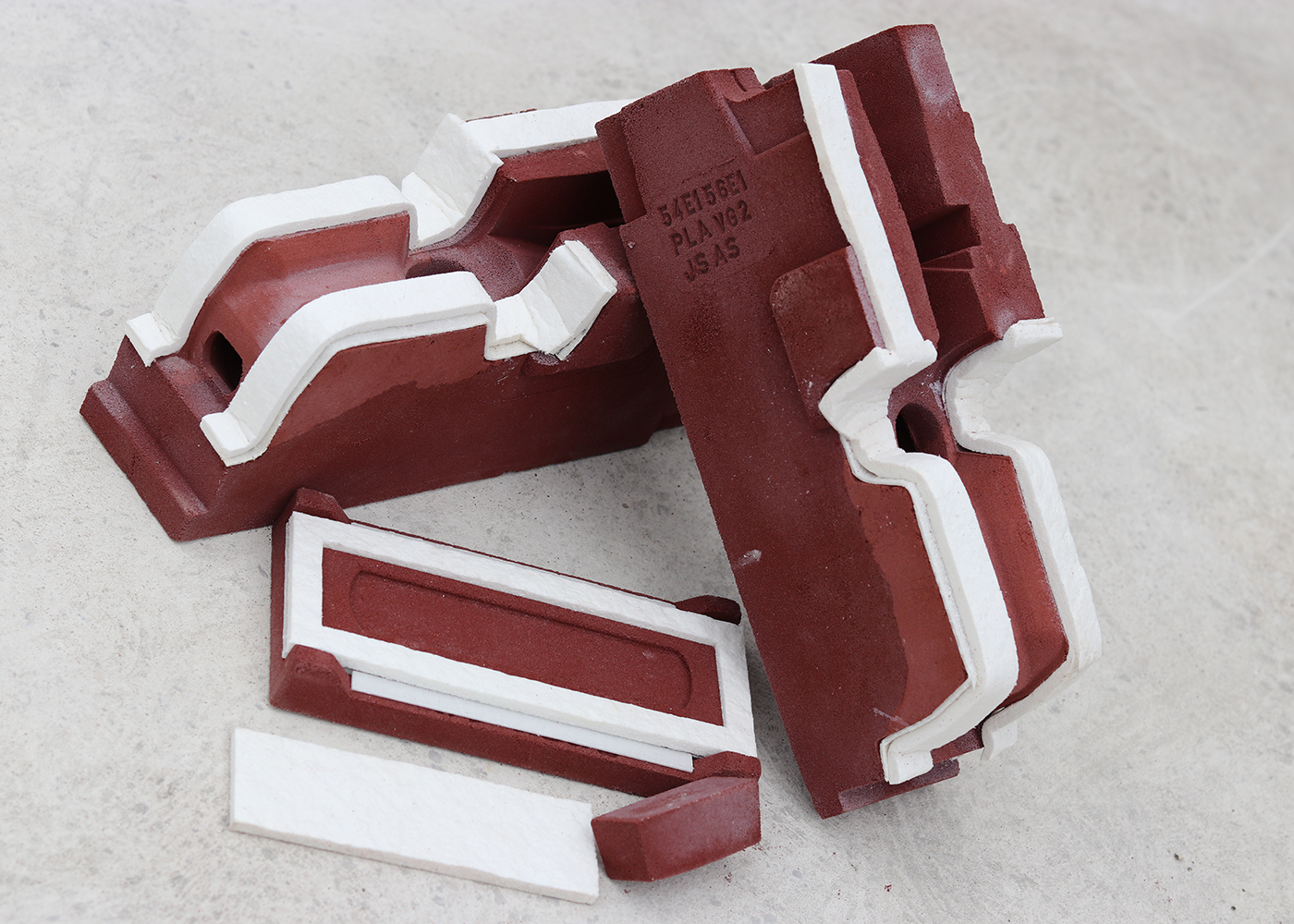
A soldadura por termite requer normalmente uma fase de cimentação: esta fase envolve a selagem dos moldes e das calhas com pasta de cimentação ou areia para evitar fugas de metal. O i+seal elimina completamente este passo. Uma tira expansiva adicionada ao molde incha durante a fase de pré-aquecimento da soldadura e cria uma vedação hermética entre o molde e o carril. As vantagens são inúmeras: rapidez, maior fiabilidade, redução de desperdícios, maior conforto e menos stress para o soldador.
- Esta nova tecnologia é compatível com Vignoles e carris ranhurados e é recomendada para as redes mais exigentes.
- Reduz o tempo de inatividade da via e cumpre as mais elevadas normas de segurança.

")
")




