

Présentation du produit Moules i+seal
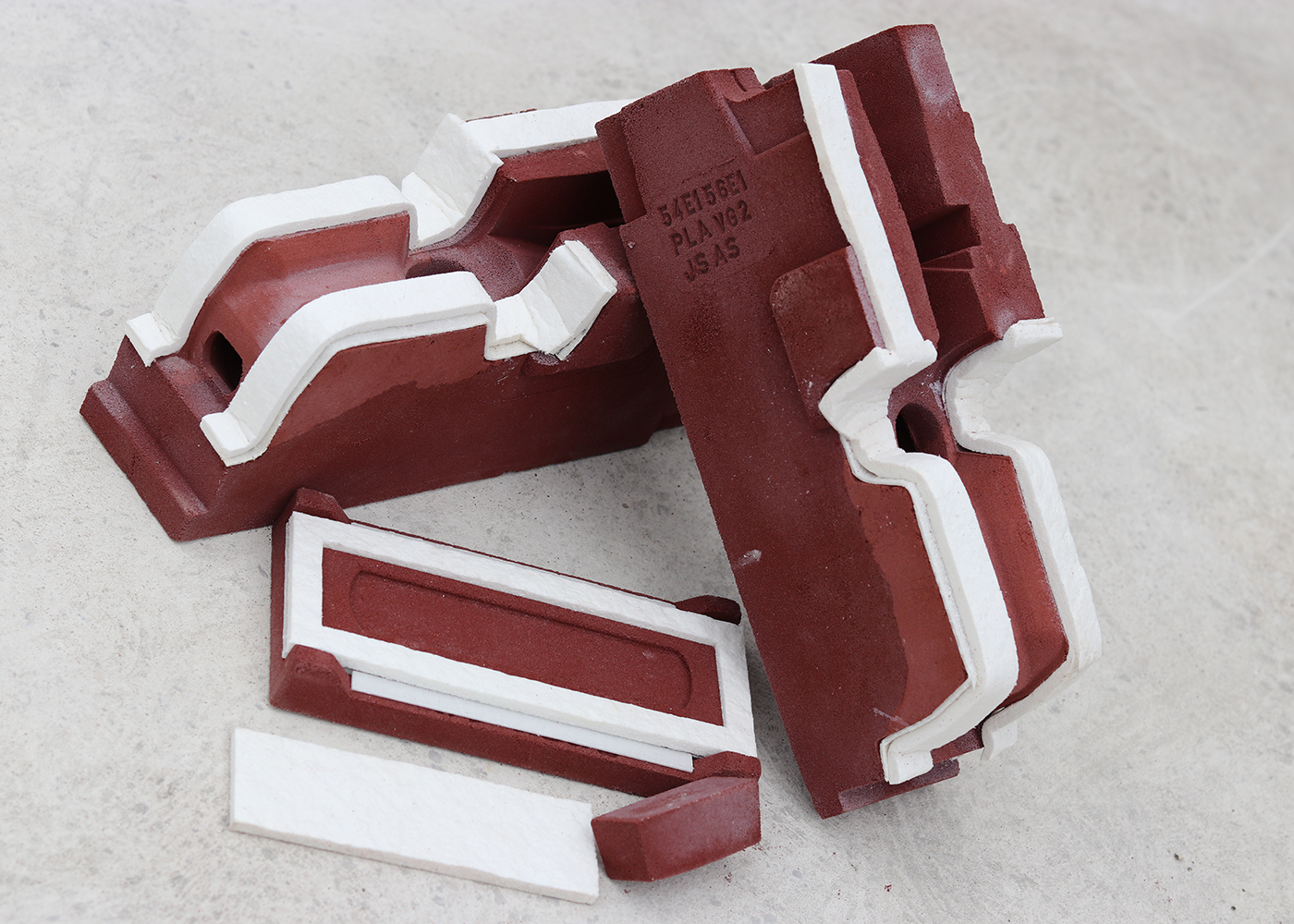
Le soudage aluminothermique nécessite habituellement une étape de lutage : il s’agit de faire l’étanchéité entre les moules et les rails avec de la pâte à luter ou du sable pour éviter les fuites de métal. i+seal élimine complètement cette étape. Une bande expansive ajoutée au moule gonfle pendant la phase de préchauffage de la soudure et crée un joint hermétique entre le moule et le rail. Les avantages sont nombreux : rapidité, fiabilité accrue, réduction des déchets, plus de confort et moins de stress pour le soudeur.
- Cette nouvelle technologie est compatible avec les rails Vignoles et les rails à gorge, et est recommandée pour les réseaux les plus exigeants.
- Elle permet de réduire le temps d’immobilisation de la voie et répond aux normes de sécurité les plus élevées.
")




