

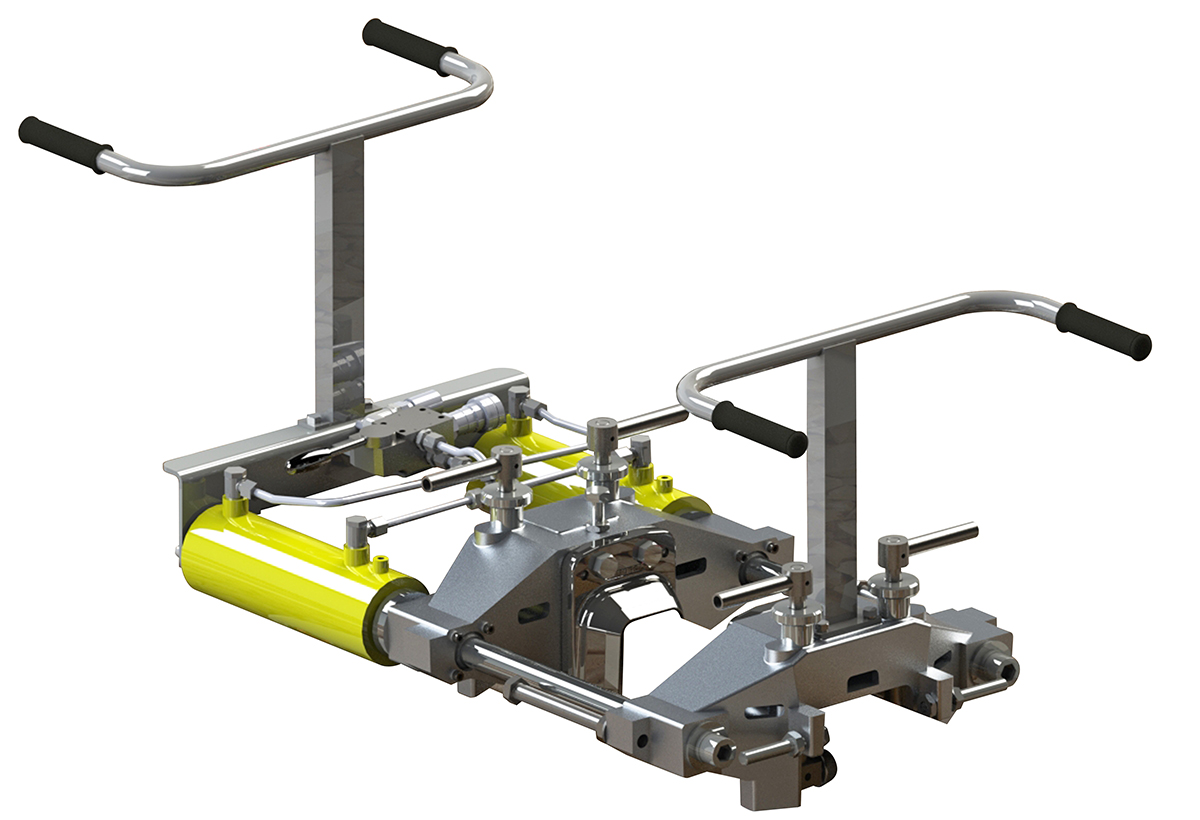
Bi-Bloc Weld Shear Product overview
During aluminothermic welding, excess metal remains above the rail head. This was traditionally removed manually with a hammer and chisel.
- The Bi-Bloc Weld Shears automate this process and remove the risk of damaging the rail
- The shear is operated by a separate hydraulic unit, either with an electrical motor or a gas power engine, which makes it lighter than other shearing machines as the hydraulic unit is not mounted on top











